Blog
Lití na ztracený vosk
Lití na ztracený vosk
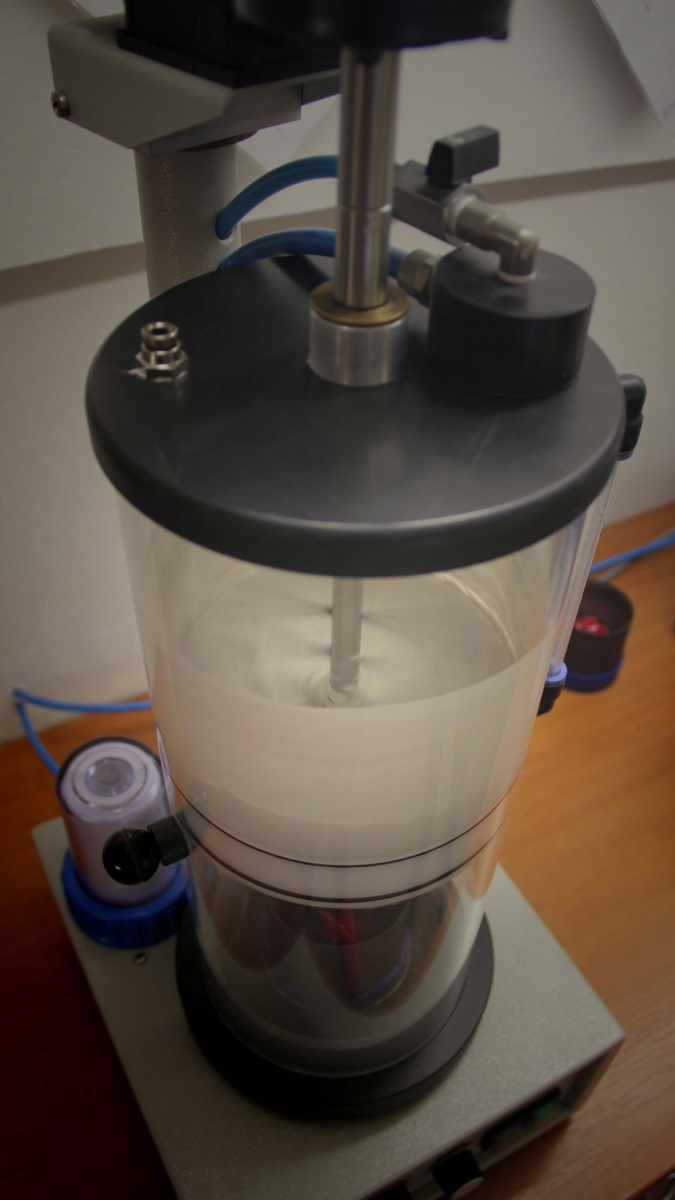
Tato technologie za použití nejmodernějších strojů německé značky Indutherm, který je vhodný pro odlévání všech druhů kovů do forem a nebo kyvet. Tavení kovu se děje pomocí indukce.

3D návrh
Odlévací režim je založený na této nové metodě: při tavícím procesu je kov a kyveta pod plným vakuem. Kov se odlévá do kyvety nakloněním celé komory. Uvnitř kyvety je vakum, které zaručuje odlití bez přístupu vzduchu a tím nežádoucímu protitlaku. Následně vakum je nahrazené přetlakovým plynem argon: tlakový impulz (ve vnitř kyvety je stále vakum!) a spolu s unikátním vibračním systémem, zajišťuje výborné plnění formy bez vad. Vliv podtlaku v kyvetě, vnějšího přetlaku a vibrace trvají nějaký čas a to tak dlouho, až kov je v pevném skupenství.

3D tisk
Jak už bylo vzpomenuto, tlakový impulz je na povrchu tekutého kovu, zatím co uvnitř je ještě vakum. To má za následek perfektní vyplnění a kvalitu formy (odlitku) tohoto systému, který se používá hlavně při lití zlata, stříbra, bronzu, mosazi, ale i platiny. Ale nejprve je potřeba vytvořit z vosku model, přesně odpovídající budoucímu šperku (např. pomocí 3D technologií). Všechny pohyblivé části musí být vymodelovány odděleně. Voskové modely se jednotlivě, nebo na tzv. stromečku (modely jsou nálitky nataveny na voskový kmen) zalijí speciální hmotou, jež je zpracováním podobná sádře, je velmi jemná a odolává vysokým teplotám. Vosk se z formy vytaví při pozvolném temperování, až na teplotu zhruba třetinovou, než je teplota tání odlévaného kovu. Proto jsou různé vady formy, např. vzduchové bubliny, velmi nežádoucí, forma pak může například prasknout. Kov se zcela roztaví a vakuově se v horké formě vtlačí do dutiny vzniklé po vosku. Forma i s kovovým odlitkem se ještě teplá schladí ve studené vodě nebo se nechá samovolně vychladnout, tím „sádra“ popraská a odlitek se uvolní.

vakuové lití
Z toho důvodu je forma vždy jen na jedno lití a pro další kusy je nutno zhotovit další nové formy. Takový odlitek je velmi kvalitní, bez švů a s hladkým povrchem. Odlitky se odříznou a zapilují, jednotlivé kusy se brousí a leští, až do požadovaného lesku.
K broušení a leštění používáme magnetické leštění nebo diskové leštění.
Magnetické leštění
pro povrchovou úpravu neželezných kovů na principu pohybu nerezových jehliček v magnetickým poli pomocí patentovaných výkonných točících se magnetů, kde rotační inverze je volitelná, dle leštěného materiálu. Magnetické leštičky jsou vhodné pro zpracování stříbrných a zlatých obrobků.

magnetické leštění
Diskové leštění
které patří mezi nejmodernější a nejrychlejší stroje na povrchovou úpravu. Procesní časy jsou několikrát kratší než u obdobných procesů prováděných na kruhových vibrátorech. Stroje v této řadě mají nahradit počáteční ruční leštění.
Diskové leštící stroje jsou rozděleny do verzí pro práci s nosnými kapalinami nebo pro suchou práci s granulemi ořechů. Mokrý proces je podporován vodnými chemickými roztoky, které zlepšují kluzné vlastnosti a urychlují mikrodisekční proces. Dávkování posilovací tekutiny se provádí pomocí čerpadla vybaveného regulací průtoku. Suchá metoda používá ořechové granule, které slouží jako nosič pro broušení a leštění past. V suchých procesech je pracovní komora ochlazená speciálním čerpadlem, které pumpuje vzduch do pracovního prostoru. Každá verze, suchá i mokrá, má plynulou regulaci rychlosti. Odstředivé leštění se vyznačuje především inovativním tvarem pracovní komory. Je zaoblená, díky níž je pohyb dávky optimální, je menší šance na zakrytí detailů. Tím je zajištěno dokonalé doleštění. Princip činnosti je založen na vytvoření dokonalé odstředivé síly, která vzniká v důsledku rotačního pohybu rotoru. Abrazivní prvky a detaily se pohybují ve spirálovém pohybu uvnitř pracovní komory.
Nakonec pohyblivé části se štyftují a pospojují do jednotlivých kusů.
Tyto konečné šperky vynikají přesností, dokonalostí a velkou kvalitou zpracování.